Single Malt Whisky Herstellung
Die Herstellung von Whisky ist relativ einfach. Man lässt die Gerste keimen, bis sich die Stärke des Korns in Malzzucker umgewandelt hat. Anschließend wird das Malz gedarrt und grob gemahlen. Beim Maischen wird der Zucker mit heißem Wasser ausgelaugt. Während der Fermentation wird die Flüssigkeit mit der Hefe zum Gären gebracht. Das Ergebnis ist ein Bier ohne Hopfen. Dieses Bier wird dann zweimal in kupfernen Brennblasen, den Pot Stills, gebrannt. Zur Reifung kommt es in Eichenfässer, bevor es nach frühestens drei Jahren in Flaschen abgefüllt wird. Qualitativ hochwertige Single Malt Whiskys reifen teilweise über Jahrzehnte.

Wie entsteht Single Malt Whisky?
Gerste und Wasser sind seit mehr als 500 Jahren die elementaren Zutaten für den schottischen Single Malt Whisky. Neben der rauen Schönheit Schottlands prägen die weiten Getreidefelder besonders zur Erntezeit, den Charakter der schottischen Highlands.
Schottland hat unvergleichliches Wasser. Da Schottland kein Kalkgestein aufweist, ist das Wasser sehr, sehr weich. Das Regenwasser fließt über die mit Heide bewachsenen Berghänge und durch Torfwiesen zu Tal. Dabei nimmt es seinen für jede Brennerei typischen Geschmack auf. Kleine, wohl gehütete Quellen liefern das Wasser für die Single Malt Whiskys. Aber auch die großen Flüsse werden für die Whisky Erzeugung benötigt. Sie liefern das notwendige Kühlwasser für die Brennblasen.
Im Folgenden werden die einzelnen Produktionsschritte erklärt:
- Der Anbau der Gerste
- Das Mälzen der Gerste
- Das Maischen
- Die alkoholische Gärung
- Das Brennen (Destillation)
- Die Abfüllung in die Fässer
- Die Reifung im Fass
- Die Flaschenabfüllung
Falls Sie nach dem Studium dieser Seiten glauben sollten, Single Malt Whisky sei eine Wissenschaft für sich, so ist der Genuss eines solchen Whiskys dennoch einfach. Lassen Sie sich von Ihrem Geschmack leiten. Trinken Sie ihn pur, verdünnen Sie ihn falls nötig mit weichem Wasser und verwenden Sie nie Eis oder Mineral- bzw. Sodawasser. Es würde den unvergleichlichen Geschmack des schottischen Nationalgetränks überdecken.
Video von Horst Lüning zum Thema Single Malt Whisky Herstellung aus dem Jahr 2014.
Der Anbau der Gerste
Single Malt Whisky besteht ausschließlich aus gemälzter Gerste. Die meiste in Schottland verwendete Gerste wird an der schottischen und englischen Ostküste angebaut. Die Lowlands bieten mit ihren fruchtbaren Felder und ihrem milden Klima ideale Voraussetzungen für den Gerstenanbau. Hier sorgen die leichten sandigen Böden und der geringe Niederschlag für gute Erträge. Manche Hersteller brüsten sich damit ausschließlich schottische Gerste zu verwenden, doch die in Schottland angebaute Gerste reicht nicht um den Bedarf der Whisky Industrie des Landes zu decken. Für gewöhnlich wird also Gerste aus England oder anderen Teilen Europas (oder auch Kanada) zugekauft. Man unterscheidet grundsätzlich zwischen Wintergerste (Aussaat im Herbst) und Sommergerste (Aussaat im Frühjahr). Letztere hat einen höheren Stärkegehalt, während erstere über mehr Eiweiß verfügt, daher wird die Sommergerste häufiger zur Weiterverarbeitung in Whisky eingesetzt wird. Wichtig für die Weiterverarbeitung ist ein niedriger Stickstoffgehalt (unter 1,6%), denn dieser deutet auf Proteine hin, die den Whisky bitterer machen. Ein hoher Stärkegehalt hingegen (über 60%) ist wünschenswert, denn diese wird in Zucker umgewandelt, der dann fermentiert. Gerstensorten, die diese Anforderungen erfüllen und daher meist für die Whisky-Produktion angebaut werden sind Optic, Concerto, Belgravia, Propino, Quench und Shuffle. Unterdessen werden kontinuierlich neue Gerstensorten kultiviert, um möglichst hohe Erträge zu gewährleisten.
Das Mälzen der Gerste

Alkohol wird durch Gärung aus Zucker erzeugt. Das Gerstenkorn enthält zunächst überwiegend Stärke. Chemisch gesehen ist Stärke ein Polyzucker (zu Ketten verbundene einzelne Zuckermoleküle). Um nun den Zucker freizusetzen, muss die Stärke durch Fermentierung in Zucker (Maltose - Malzzucker) aufgespaltet werden. Nach althergebrachter Tradition wird dazu die Gerste eingeweicht (Steeping) und zum Keimen auf Böden, den Malting Floors, ausgelegt.
Wenn die Gerste nach dem Einweichen einen Wassergehalt von 45% aufweist, läuft die Umwandlung von Stärke in Zucker am besten ab. In zeitlich genau festgelegten Abständen muss die Gerste von Hand gewendet werden, damit alle Körner gleichmäßig keimen. Der Vorgang des Keimens dauert etwa 5 Tage. Zu den wichtigsten Brennereien, die noch selbst Mälzen, gehören Balvenie, Bowmore, Highland Park, Laphroaig und Springbank. Bis auf Springbank stellen die anderen Brennereien nur noch einen Teil ihres Malzes selbst her. Stattdessen wird der Großteil des Malzes aus modernen Trommel-Großmälzereien bezogen.

Nachdem sich das Gerstenkorn geöffnet hat und der Keim ca. 2/3 der Länge des Korns erreicht, ist aus der Stärke Zucker geworden. Der Keimvorgang wird jetzt unterbrochen. Dazu wird die noch feuchte Gerste in der Malzdare auf Rosten ausgebreitet und von unten mit Heißluft getrocknet. Die Trocknung wird bei 4% Restfeuchte gestoppt. An dieser Stelle erhält der spätere Whisky auch einen wichtigen Teil seines Charakters. Fügt man dem Trocknungsfeuer Torf zu, so erhält das Malz eine rauchige Torfnote. Der verdunstete Wasserdampf wird über die weithin sichtbaren Pagodendächer der Brennereien abgeführt.
Pagode und Pagodendach
Auf dem Bild der Glen Garioch Brennerei kann man sehr schön die klassischen Pagodendächer erkennen. Diese sind auf den Gebäuden vieler schottischer Whisky Brennereien zu sehen. Doch was haben diese spitzen, asiatisch anmutenden Dächer auf einer Whisky Brennerei verloren? Eine Pagode ist eigentlich ein mehrstöckiger Turm, dessen einzelne Stockwerke meist durch Simse oder Dachvorsprünge voneinander getrennt sind. Weit verbreitet ist diese Art zu bauen vor allem in Asien. Ende des 19. Jahrhunderts war dieser Stil auch in Europa modern und so baute Charles Chree Doig 1889 die erste Pagode Schottlands in der Brennerei Dailuaine. Die Pagodendächer finden sich auf den Brennereigebäuden, die den Kiln, also den Malzboden enthalten. Hier wurde die keimende Gerste ausgebreitet und über dem Feuer getrocknet. Eine gute Belüftung ist bei diesem Trockenvorgang wesentlich, denn die Temperatur im Kiln darf 55 Grad Celsius nicht überschreiten, um die Enzyme im Korn nicht zu zerstören. Die Kilns mit den typischen Pagodendächern haben heute überwiegend dekorative Zwecke: Nur noch wenige Destillerien mälzen ihre Gerste selbst.
Das Maischen
Das fertige Malz wird in einer Getreidemühle zu Malzmehl, dem Grist, gemahlen und mit heißem Wasser im Maischebottich (Mash Tun) vermischt. Der Grist darf nicht zu grob sein. Ansonsten löst sich nicht der gesamte Zucker heraus. Ist der Grist zu fein, verklebt er und der Zucker kann ebenfalls nicht zu 100% in heißem Wasser aufgelöst werden.
Dreimal wird der Malzbrei in der Mash Tun mit Wasser ausgelaugt, bevor die Zuckerlösung durch einen Kühler abgekühlt wird. Das erste Mal wird heißes Wasser mit einer Temperatur von etwa 65 °C verwendet. Das zweite Mal beträgt die Temperatur schon 80 °C. Beim letzten Mal wird die Temperatur auf knapp Siedetemperatur (95 °C) erhöht. Beim dritten und letzten Mal wird nur noch sowenig Zucker gelöst, dass man die schwache Zuckerlösung ein wenig abkühlen lässt und sie für den ersten Durchgang der nächsten Charge verwendet. Der ausgelaugten Maische wird in gesonderten Fabriken das Wasser entzogen und der verbleibende Rest wird zu Tierfutter verarbeitet. Die Abluft dieser Fabriken ist meilenweit zu riechen.
Die alkoholische Gärung

Der fertigen Zuckerlösung - vom Schotten Wort genannt - muss die Wärme bis auf 20 °C entzogen werden. Viel höhere Temperaturen überlebt die Hefe nicht. Auf etwa 15.000 Liter Zuckerlösung werden 50 kg spezieller Hefekulturen zugesetzt.
Die so entstehende Flüssigkeit wird für die nächsten zwei bis vier Tage in großen Holzbottichen, den Wash Backs, bis zum Abschluss der Gärung gelagert. Während der alkoholischen Gärung verwandeln die Hefestämme den Zucker in Alkohol und Kohlendioxid (CO2), ein geruchloses und farbloses Gas. In Bierbrauereien und großen Grain-Brennereien wird das entstehende CO2 zur industriellen Verwertung aufgefangen. Nicht so bei den Malt Whisky Brennereien, die in der Regel dafür zu klein sind. Eine Ausnahme machte in früheren Zeiten Tomatin, die das CO2 ihrer mehr als 20 Brennblasen sammelte.
Die Wash Backs sind mit Deckeln versehen, damit keine Essigbakterien eindringen und damit der Gärschaum nicht überquillt. Zusätzlich haben die Wash Backs oben einen großen, waagrecht laufenden Propeller, der den Schaum immer wieder klein schlägt. Die Gärbottiche sind normalerweise aus Oregon Pine oder Zypresse gefertigt, da diese Hölzer besonders gegen Pilze beständig sind. Seit neuerer Zeit wird als Material auch rostfreier Stahl verwendet, da dieser nicht so sehr mit chemischen Mitteln imprägniert bzw. gereinigt werden muss.
Ist die Gärung nach etwa 48 bis 96 Stunden abgeschlossen, so hat das 'Bier', der Schotte nennt es 'Wash', einen Alkoholgehalt von etwa 8 - 9% und kann den Brennblasen zugeführt werden.
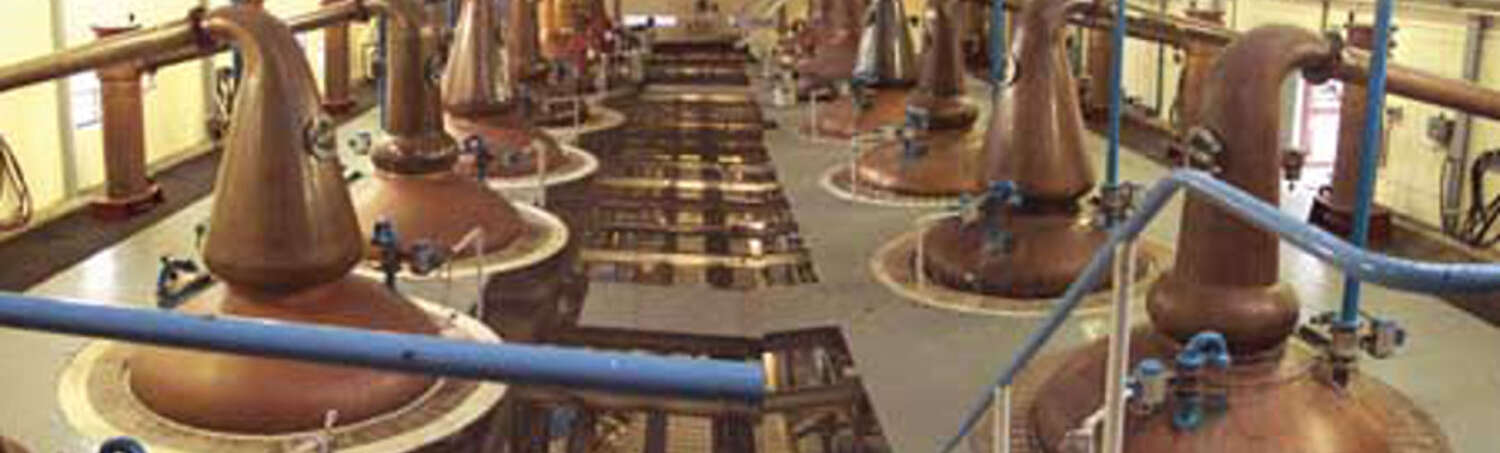
Das Brennen (Destillieren)

Das Wash wird in die erste kupferne Brennblase, der Pot Still, gefüllt und von unten bzw. innen beheizt. Die Heizung erfolgt überwiegend indirekt mit Heißdampf, seltener mit einer äußeren Gasflamme. Im ersten Fall wird hocherhitzter Wasserdampf durch besonders geformte Heizrohre im Inneren der Pot Still geleitet. Dies erhitzt das umgebende Wash. Ab einer Temperatur von 78 °C beginnt der Alkohol vor dem Wasser zu sieden. Der Alkoholdampf steigt in dem sich verjüngenden Rohr nach oben.

Über den Bogen (Neck) und das sich anschließende Rohr (Lyne Arm) wird der Dampf in einen Kondensator geleitet, der den Alkoholdampf wieder verflüssigt. Das Wasser bleibt überwiegend in der Pot Still zurück. Alle Single Malt Whisky Brennereien arbeiten mit mindestens zwei hintereinander geschaltenen Pot Stills. Die erste Pot Still, die Wash Still, brennt den Alkohol auf etwa 20 bis 25 % vol Alkohol. Das so entstandene Zwischenprodukt wird als Low Wines bezeichnet. Die Low Wines werden anschließend der zweiten Brennblase zugeführt, die Low Wines Still oder Spirit Still genannt wird. Hier entsteht Alkohol mit 65 bis 70 % vol. In den schottischen Lowlands war es weit verbreitet, nach der Low Wines Still noch eine weitere Brennblase anzuordnen. Diese dritte Brennblase erzeugt noch reineren Alkohol mit über 75 % vol Alkoholgehalt. Heute gibt es in den Lowlands nur noch sehr wenige produzierende Brennereien (Ailsa Bay, Auchentoshan, Bladnoch, Daftmill, Glenkinchie), von denen nur noch Auchentoshan drei Brennblasen hat.

Wichtig! Bei der Destillation ist zu beachten, dass reiner Alkohol nur nach Alkohol schmeckt. Ein Single Malt Whisky schmeckt nur nach Whisky, weil er noch schwerere Öle und Fette sowie leichte Ester und andere Geschmacksstoffe aus dem Wash enthält. Je höher man einen Whisky brennt, um so mehr verliert er von seinem individuellen Charakter.
Die spezielle Form der Pot Stills ist für den Geschmack des entstehenden Whiskys beim Brennvorgang in erster Linie verantwortlich. Eine lange schlanke Form erzeugt einen weichen reinen Alkohol (z.B. Glenmorangie), wogegen eine kurze gedrungene Pot Still einen kräftigen intensiven Geschmack erzeugt (z.B. Lagavulin). Wichtig für den Geschmack ist auch die Intensität des Heizens. Heizt man sehr stark, so werden sehr viele Begleitstoffe und Fuselöle aus dem Wash heraus getrieben. Der Whisky wird sicherlich nicht so weich ausfallen, wie ein langsam erhitzter. Ein typischer normaler und vorsichtiger Brennvorgang dauert in einer Spirit Still mehrere Stunden (4 bis 8h).
Die Wash Stills fassen in der Regel zwischen 20.000 und 30.000 Litern, wogegen die Spirit Stills nur 10.000 bis 20.000 Liter der höher konzentrierten Low Wines fassen.
Nach 15 bis 25 Jahren, wenn die Wandstärke des Kupfers auf 4 bis 5 mm abgenommen hat, müssen die Pot Stills ersetzt werden. Der Brennmeister (Stillman) achtet dabei sehr genau darauf, dass die Form der Brennblase nicht verändert wird und sich somit keine Geschmacksveränderung ergibt.
Es wird sogar davon erzählt, dass Beulen und Dellen in den Brennblasen von den Stillmen in die erneuerten Brennblasen übernommen werden. Doch dies gehört in die Märchenstunde.
Die wichtige Aufgabe des Stillman

Die Ausgangsseite der Brennblasen ist staatlich verplombt, damit kein unversteuerter Spirit seinen Weg in die durstigen Kehlen der Schotten findet. Um aber dennoch die Qualität der Low Wines und des Spirits beurteilen zu können, werden die Leitungen durch Glaskästen, die so genannten Spirit and Sample Safes geleitet. In diesen, meist aus poliertem Messing und Glas hergestellten Tresoren, kann der Stillman die Qualität des Destillates begutachten und durch Ventile und Hebel den Flüssigkeitsstrom zurück in die Brennblase oder in die Sammelbehälter (Spirit Receiver) leiten.
Dies alles geschieht allein durch optische Begutachtung und Messinstrumente. Ein Stillman kann nicht probieren! Im Sample Abteil des Safes kann er die Temperatur messen und Proben ziehen an denen er mit Spindeln (Hydrometern) die Dichte des Destillats und damit den Alkoholgehalt bestimmen kann. Wichtig ist, dass der Stillman den so genannten Middle Cut sauber herausschneidet und dem Spirit Receiver zuführt. Dieses rechtzeitige Umstellen ist die wichtigste Aufgabe des Stillmans. Sie entscheidet maßgeblich darüber, ob die Charge nur gut oder jedoch hervorragend wird. Etwa 30 Minuten dauert es, bis der Vorlauf durchgelaufen ist. Anschließend wird für etwa 3 Stunden der Middle Cut abgezogen. Der anschließende Nachlauf wird der Spirit Still erneut zugeführt. Er enthält höhere Konzentrationen von Propanol, Isopropanol und Fuselölen.
Das erste Destillat aus der Pot Still könnte theoretisch den leichtflüchtigen und giftigen Methyl-Alkohol (Methanol) enthalten, der bei reichlichem Genuss zur Erblindung und sogar dem Tod führt. Die heutigen modernen Hefen wurden aber allesamt so gezüchtet, dass sie keinen Methyl-Alkohol mehr erzeugen. Die Abtrennung des Vorlaufs hat somit nur noch geschmacklichen Charakter. Der Nachlauf aus der Pot Still enthält die Fuselöle, die für die Kopfschmerzen verantwortlich sind. Da bei den Single Malt Whiskys der Nachlauf recht früh gestoppt wird, neigen fast keine Menschen nach dem Genuss von Single Malt Whisky zu Kopfschmerzen.
Die Abfüllung in Fässer

In kleineren Brennereien wird der Whisky aus dem Spirit Receiver direkt in die Fässer abgefüllt. Größere Brennereien verwenden einen Intermediate Spirit Receiver, aus dem der Whisky anschließend in einen größeren Sammelbehälter, den Spirit Vat umgepumpt wird. In diesem Spirit Vat erfolgt bereits eine Vermischung der einzelnen Produktionsläufe. Dies ist eine Maßnahme der großen Brennereien, den individuellen Geschmack der einzelnen Chargen auszugleichen, damit die Standardabfüllungen einen möglichst gleichbleibenden Geschmack haben.
Jedes Fass muss nach dem Gesetz mit einer eindeutigen Nummer, dem Namen der Brennerei und dem Brennjahr gekennzeichnet werden. Dies wurde in der Vergangenheit mit einer Schablone nebst Farbe und Pinsel gemacht. Seit einigen Jahren verwenden die Brennereien zunehmend Barcode-Etiketten, die nur noch ein Computer lesen kann.
Die Brennereien verwenden unterschiedlich große Fässer für die Lagerung. Dies sind die gängigsten:
1 Quarter Cask = 125 Liter
1 Barrell = 158 Liter
1 American Standard Barrel (ASB) = 200 Liter
1 Hogshead = 250 Liter
1 Butt = 500 Liter
Selten werden so genannte Pungeons bzw. Puncheons oder Pipes mit (600-700 Litern) verwendet.
Mit der Abfüllung des wasserklaren und farblosen Roh-Whiskys in Fässer ist die Herstellung des Single Malt Whiskys abgeschlossen. Es folgt die Reifung im Fasslager.
Die Reifung im Fass

Laut Gesetz muss schottischer Whisky mindestens 3 Jahre und einen Tag im Fass reifen. Günstige Blends reifen kaum mehr als den Mindestzeitraum. Single Malt Whisky lagert in der Regel 10 Jahre und länger. Nur selten findet man Single Malt Whiskys, die einen kürzeren Zeitraum gelagert wurden. Sehr gute Single Malt Whiskys reifen für lange 12 bis 21 Jahre. Die Lagerung erfolgt grundsätzlich in Eichenfässern, da nur Eichenholz atmungsaktiv und ausreichend beständig ist. Nadelholz beispielsweise ist harzhaltig und verklebt die Poren.
Die Herkunft der Fässer ist für den späteren Whisky-Geschmack von entscheidender Bedeutung. Die meisten Brennereien lagern ihre Whiskys überwiegend in amerikanischen Bourbon-Fässern. Diese Fässer wurden aus amerikanischer Weißeiche hergestellt und bereits einmal für die Lagerung von Bourbon-Whisky verwendet. Viele Brennereien wie The Macallan oder Bowmore setzen dagegen auf Fässer, in denen zuvor spanischer Sherry reifte oder ein anderer Wein. Wichtig ist, dass die Fässer immer aus Eiche bestehen. Legendär ist ein Malt aus dem Hause Springbank, der in Rumfässern aus der Karibik lagerte und eine grünliche Farbe annahm.
Etwas weniger wichtig für den späteren Geschmack des Whiskys ist der Lagerort. Die alten Lagerhäuser, die Warehouses, sind große dunkle Lagerhallen mit gestampftem Boden. Die Fässer liegen auf Eichenbalken und werden zwischen 3 und 6 Ebenen übereinander gestapelt. Moderne Lagerhäuser haben dagegen einen Boden aus Beton, damit man mit Gabelstaplern die Whiskyfässer bewegen kann. Bis etwa zur Jahrtausendwende wurden so genannte Racked Warehouses, also Lagerhäuser mit Stahlregalen, zur Aufnahme der liegenden Fässer gebaut. Heute lagert man die neuen Whiskyfässer meist stehend auf Paletten.
Whisky in den Highlands reift anders als auf den Inseln, da die Highlands heiße Sommern und kalte, schneereiche Winter kennen, wogegen der Golfstrom das Klima auf den Inseln und direkt an der Küste im Gegensatz sehr mild hält. Diese unterschiedliche Witterung hat einen Einfluss auf den Reifungsprozess.
Die Verdunstung bei der Fassreifung: Der Angels' Share (Engelsanteil)
Wird der Whisky noch mit meist 63,5% Alkoholgehalt in die Fässer abgefüllt, so verdunstet durch die Fasswand ständig ein kleiner Teil seines Inhalts. Da der Alkohol leichter und flüchtiger ist als Wasser, verdunstet mehr Alkohol als Wasser in der Lagerzeit. Pro Jahr sinkt damit der Alkoholgehalt um 0,2 bis 0,6 Prozentpunkte. Dieser verdunstende Anteil wird von Schotten als Angels' Share (Engelsanteil) bezeichnet. Die Abnahme der Flüssigkeitsmenge beträgt rund zwei Prozentpunkte pro Jahr. Die Flüssigkeitsabnahme wird über einen Holzmaßstab, der durch die Einfüllöffnung eingeführt wird, kontrolliert. Der Stab hat auf seinen vier Seiten vier Skalen, die für die vier verschiedenen Fassgrößen bestimmt sind. Die Skalen zeigen den Sollstand für die verstrichene Anzahl an Jahren. Mit dieser Messmethode kann man einfach kleine Lecks in Fässern entdecken. Der erfahrene Kontrolleur klopft mit einem Holzhammer mit langem Stiel auf die Fassenden und kann aus dem resultierenden Ton auf den Füllstand der Fässer schließen.
Die Verdunstung einerseits und die Geschmacksaufnahme aus der Fasswand anderseits führen dazu, dass Whisky mit jedem verstreichendem Reifejahr weicher im Geschmack wird. Die Fässer werden in regelmäßigen Abständen probiert, um genau den Zeitpunkt zu finden, zu dem der Whisky seinen Höhepunkt erreicht hat. Die Größe des Fasses hat dabei ebenfalls einen Einfluss. Große Fässer besitzen im Verhältnis zum Inhalt eine relativ kleinere, innere Oberfläche. Die Geschmacksaufnahme aus der Fasswand fällt damit naturgemäß geringer aus. Whisky in großen Fässern muss damit länger lagern, um den gleichen Reifegrad zu erreichen!
Fässer werden in den Fassmachereien regelmäßig wieder aufgearbeitet, so dass manche Fässer mehrfach und über Jahrzehnte hinweg Verwendung finden. Es ist natürlich, dass der Whisky aus einem zum zweiten Mal für die Lagerung von Whisky verwendeten Sherryfass weniger Sherrygeschmack aufnimmt, als in einem frischen. Durch diese vielen verschiedenen Einflüsse entsteht in jedem Fass mit der Zeit ein individueller Whisky.
Vermählung durch den Master Blender

Damit aber zum Beispiel ein 16 Jahre alter Lagavulin immer gleich gut schmeckt, muss die Brennerei ihre eigenen Single Malts so miteinander vermischen, dass immer der gleiche gewünschte Geschmack entsteht. Hier kommt also der Master Blender zum Einsatz. Diese Person hat nun die Aufgabe die Fässer so miteinander zu kombinieren, dass das ideale Aroma und ein runder Geschmack entstehen. Bei Standardabfüllungen ist es zudem wichtig, dass der Geschmack über die Jahre konstant bleibt. Oft werden die einzelnen Fässer nach einer Standardrezeptur so zusammengesetzt, dass am Ende immer das Richtige rauskommt. Natürlich ist so eine halbautomatische Fassauswahl nicht das Maß aller Dinge. Sie hilft aber bei der Arbeit des späteren Feinabschmeckens. Sicherlich machen dies alle Blender auf ihre eigene Weise. Wie genau, bleibt wohl ihr Geheimnis. Sicher ist jedoch: Whisky blenden ist eine kreative Kunst. Dieser Vorgang hat nichts mit einem Blended Malt zu tun, da alle Whiskys aus der einen Brennerei stammen. Fast alle Single Malt Whiskys aus den schottischen Brennereien werden als Mischung mehrerer Fässer abgefüllt. Es ist aber nur die Mischung von verschieden alten Malts aus einer einzigen Brennerei zulässig, will man die Bezeichnung Single Malt Whisky auf der Flasche verwenden. Das auf der Flasche angegebene Alter des Whiskys bezieht sich auf den jüngsten, in der Flasche enthaltenen, Whisky.
Wer die Reifung im Fass detailliert nachlesen möchte, dem ist der Experten-Artikel empfohlen.
Die Flaschenabfüllung
Nur die Brennereien Glenfiddich, Springbank und Bruichladdich besitzen eine eigene Flaschenabfüllung. Alle anderen Brennereien fahren ihre Fässer, oder die bereits durchgeführten Mischungen, mit LKWs und Tanklastwagen zu den großen Abfüllern nach Glasgow, Edinburgh oder Perth.
In der Regel werden rund 30.000 bis 60.000 Flaschen der gängigen Single Malt Whiskys in einer Charge abgefüllt. Die genaue Menge richtet sich nach dem Transportvolumen der LKWs. Der Absatz dieser Flaschen ist noch nicht so hoch, dass sich eine automatisierte Abfüllstraße nur für eine einzelne Single Malt Whiskyflasche rentieren würde. Diese bleibt den großen Blended Whiskys vorbehalten.

Eine Besonderheit unter den Abfüllungen sind die reinen Fassabfüllungen von vorwiegend unabhängigen Abfüllern wie Signatory Vintage, Gordon & MacPhail oder Douglas Laing. Diese Firmen lassen ihre eigenen Whiskyfässer bei Brennereien mit frischem Malt befüllen und lagern sie unter eigener Aufsicht. Anschließend werden sie fassrein in Flaschen abgefüllt. Jede dieser Flaschen enthält einen reinen, einzigartigen Single Malt Whisky.
Die Flaschen werden in der mit dem Namen der Brennerei, der verwendeten Fassart, dem Destillations- und Abfülldatum sowie zum Teil mit der Fass- und Flaschennummer versehen. Ähnlich zum Wein erhält man auf diese Weise Single Malt Whiskys, die von Jahr zu Jahr, sogar von Fass zu Fass, unterschiedlich schmecken. Auch der Alkoholgehalt ist sehr unterschiedlich. Oft wird der Alkoholgehalt auf 46%, 43% oder 40% herabgesetzt, damit er milder und sofort trinkbar ist. Bei Einzelfassabfüllungen wird häufig der Alkoholgehalt naturbelassen. Man spricht in diesem Fall von einer Cask Strength (Fassstärke).
Bei den unabhängigen Abfüllern ist man stolz darauf, dass man den Malt Whisky vor der Abfüllung nur einfach filtert, um Holzspäne zu entfernen. Andere Abfüller schwören dagegen auf eine gute Kühlfilterung, um alle Schwebteilchen restlos zu entfernen. Der tatsächliche Einfluss auf den Geschmack des Whiskys ist aber unklar.
Durch diese unterschiedlichen Möglichkeiten ergeben sich auch allein durch die Art der Abfüllung unterschiedliche Charaktere der Whiskys. Gerade für Experten ist dies besonders interessant.
Wer mehr über die unabhängigen Abfüller detailliert nachlesen möchte, findet in der folgenden Rubrik mehrere Artikel und Videos.































Um zu kommentieren, müssen Sie sich einloggen.